
【高精度ポリカーボネートレンズ切削加工について】
ポリカーボネート/PC という材料は高精度な切削加工をするのには不向きな材料です
ポリカーボネートは最新のF-35戦闘機の防弾ガラスや防刃チョッキに使用される程の衝撃強度と靭性です
逆に弾丸や刃物を防ぐ強靭さは切削加工にとっての難敵となります
被削材としては主分力と背分力が強い材料で切削抵抗が大きいいわゆる難削材(※ページ下部に説明↓)ですが
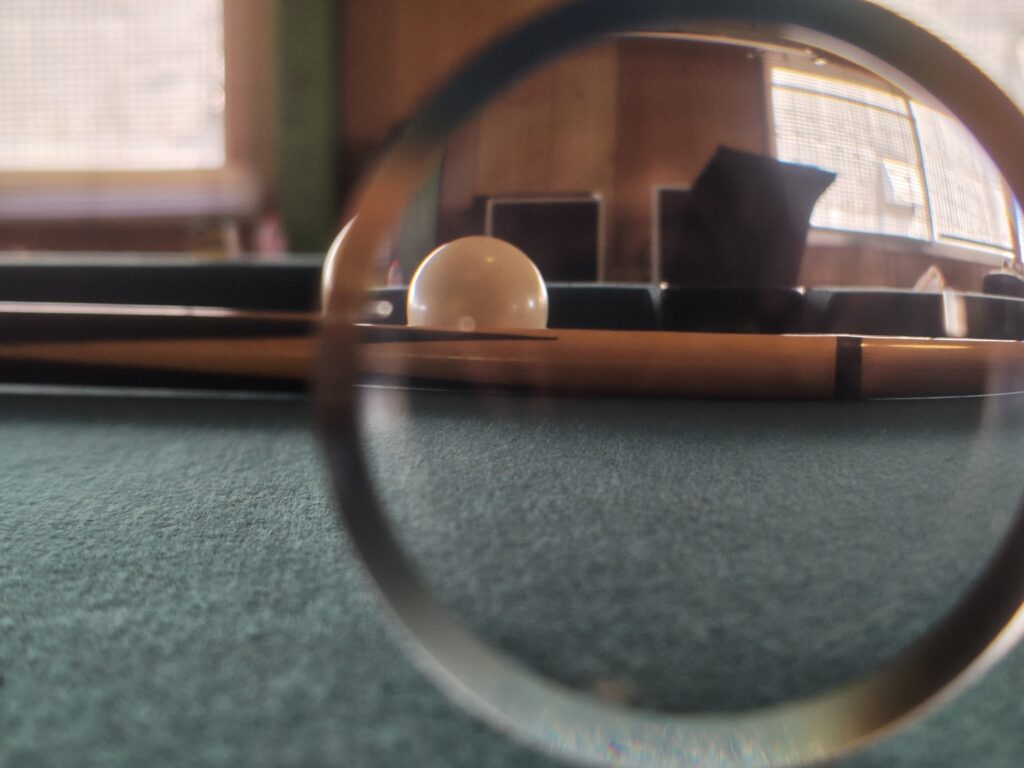
当社ではポリカーボネートレンズを切削加工とポリッシングで高精度な鏡面に仕上げます
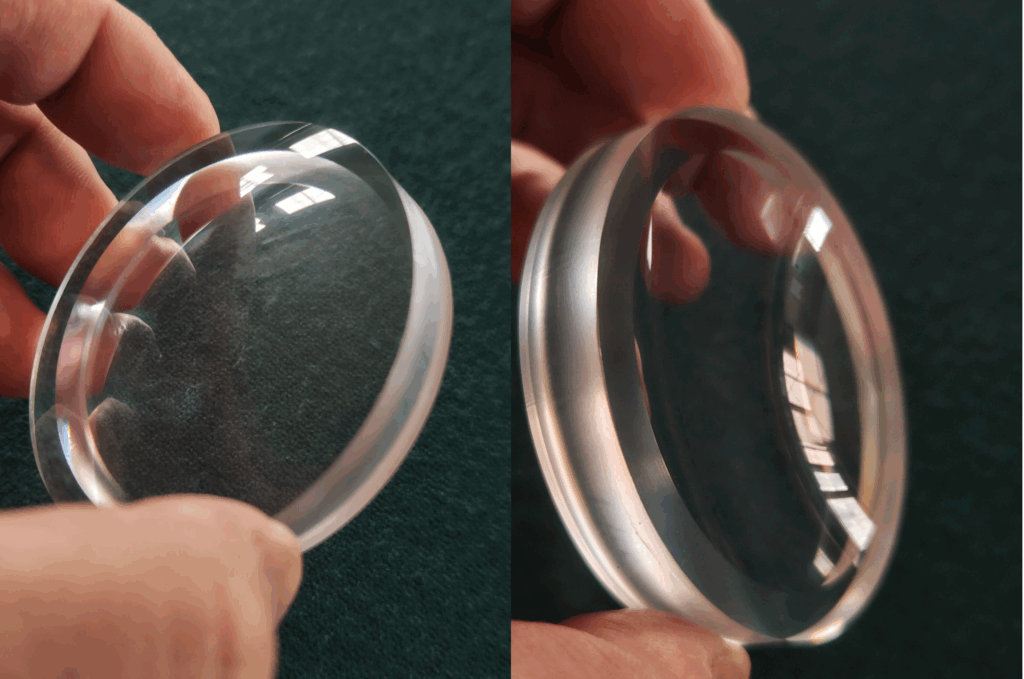
これは展示会用のサンプルとして製作したポリカーボネートレンズの試作品です
【※説明】
見た目どおりの切削と磨きだけで面精度1ミクロン以下を達成した高精度なPCレンズです
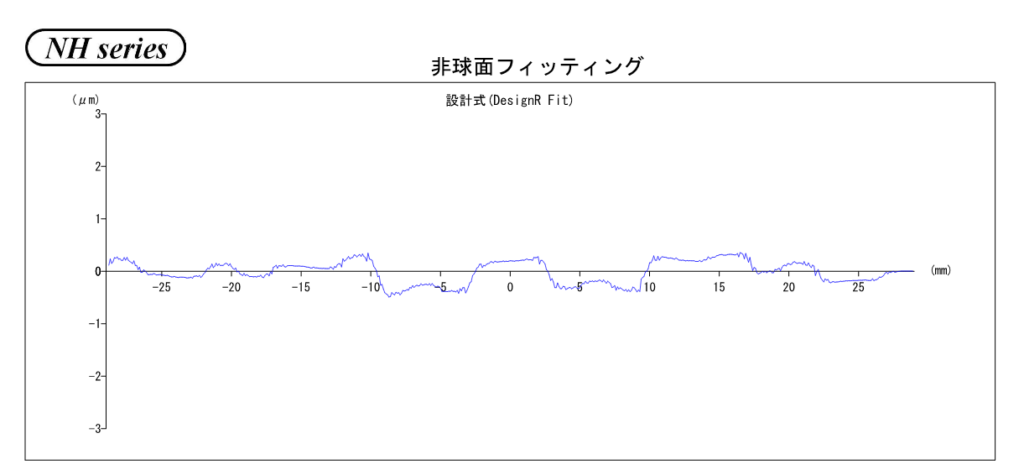
S1面:R70mm レンズ径60mm 凸レンズ PV値(面精度)0.862μm(Best fit0.830μm)表面粗さRa 5nm
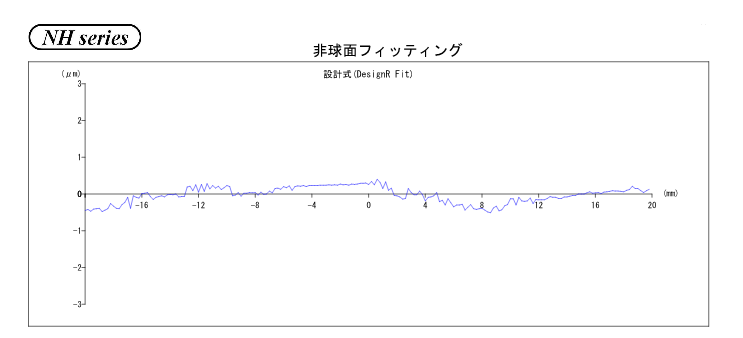
S2面:R55mm レンズ径50mm 凹レンズ PV値(面精度)0.910μm(Best fit0.880μm)表面粗さRa 6nm
※測定機の関係上(対物レンズが干渉するので)40mm(-20mm~+20mm間)を測定
ポリカーボネートよりも比較的加工が容易なZeonexやAPEL等もPV値でサブミクロンを狙えます
サイズや形状にもよりますがプラスチックレンズの精度でお困りの際はご相談ください
【※説明】
ポリカーボネートは、アクリルと比較して切削性が悪いとされています。
切削時の抵抗(主分力)が大きく、切削方向と直角に跳ね返す力(背分力)も大きいためです。
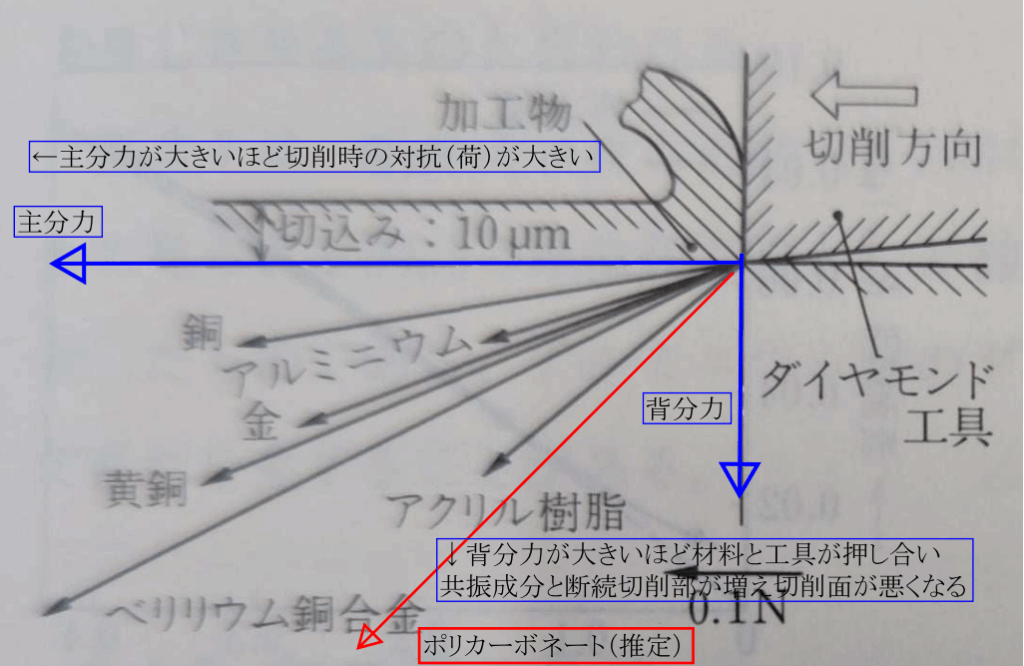
この特性により、ポリカーボネートの切削は「切れ味が悪い」状態となり、
工具と材料の共振や断続的な切削の周期が大きくなります。
その結果、切削面が鮫肌のようにむしり取られる傾向があり、鏡面に仕上げることが非常に困難です。
(一般的にポリカーボネートの切削加工で白濁すると言われるのは、この特性が原因です。)
サークルアンドスクエアは、この高い難易度をクリアする技術力で、全世界に高品質な製品を提供しています。